
-
-
-
Tổng tiền thanh toán:
-


Máy ép phun khuôn nhựa – Phần VI - Khuôn ép phun
Đăng bởi: Đinh Văn Chung |
09/09/2023
Cấu tạo máy ép phun - Phần Khuôn ép phun
Khuôn ép phun hay còn gọi là Khung kim loại để ép phun nhựa thành hình dạng mong muốn
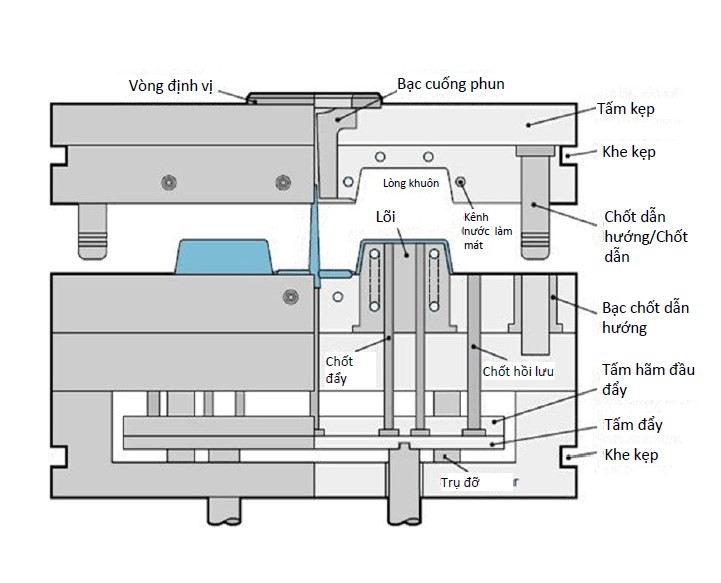
Cấu tạo khuôn
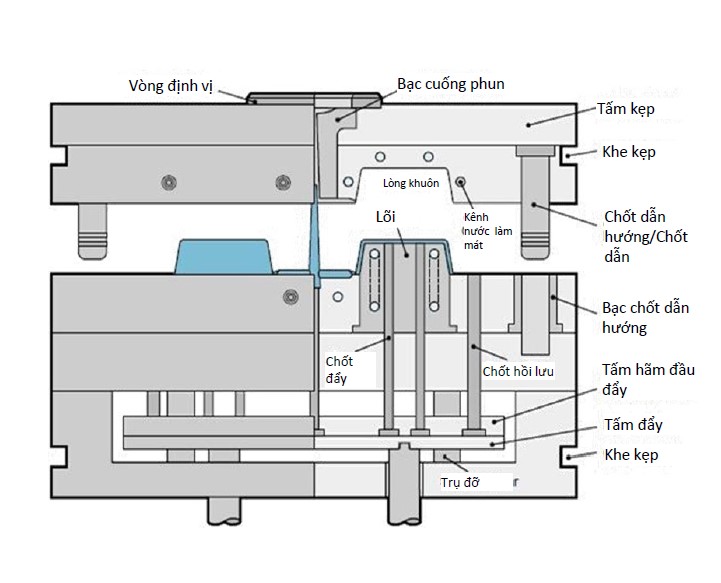
• Vỏ khuôn(Mold Base): Khối đỡ cho lòng khuôn và lõi khuôn
• Lõi khuôn (Core): Bề mặt sản phẩm ép phun của phía đẩy (phía di động)
• Lòng khuôn (Cavity): Bề mặt sản phẩm ép phun ở mặt cố định, thường là phần ngoại quan / phần đẹp của sản phẩm.
• Chốt đẩy (Ejector Pin): Lấy thành phẩm ra khỏi khuôn
• Tấm đẩy (Ejector Plate): Tấm dùng để đẩy chốt đẩy
• Chốt dẫn hướng (Guide Pin)/Bạc dẫn hướng (Guide Bush): Đảm bảo rằng khuôn được đóng lại chính xác.
"Vòng định vị Bạc cuống phun,Tấm kẹp,Khe kẹp,Chốt dẫn hướng/Chốt dẫn,Bạc chốt dẫn hướng,Tấm hãm đầu đẩy,Tấm đẩy,Khe kẹp,Lòng khuôn,Lõi Kênh,nước làm mát,Chốt đẩy, Chốt hồi lưu,Trụ đỡ"
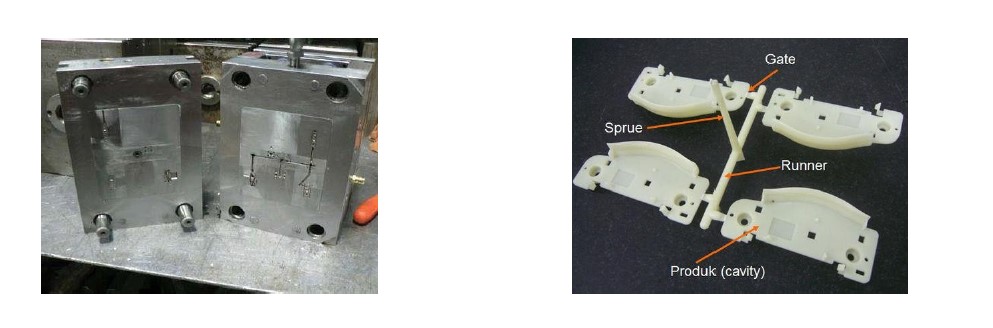
Thiết kế khuôn
Thiết kế cuống phun (sprue), kênh dẫn nhựa (runner),cổng (gate), lòng khuôn (cavity), kênh nước làm mát (cooling channel)
Phân loại khuôn
Chia thành khuôn 2 tấm, khuôn 3 tấm và khuôn kênh dẫn nóng
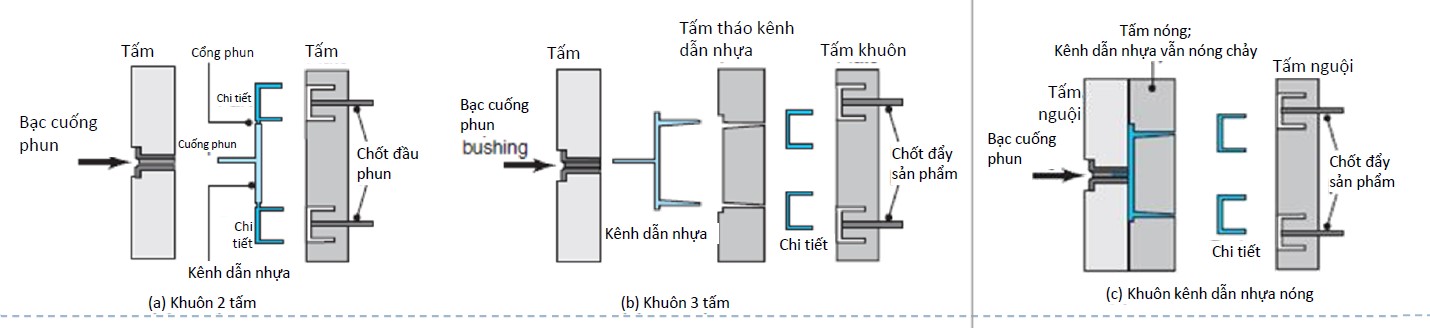
"Tấm Cổng phun, Tấm, Tấm,Bạc cuống phun, Cuống phun,Kênh dẫn nhựa,(a) Khuôn 2 tấm, (b) Khuôn 3 tấm Kênh dẫn nhựa,Chốt đầu phun,Bạc cuống phun,Tấm tháo kênh
dẫn nhựa, Tấm khuôn,Chốt đẩy sản phẩm,Bạc cuống phun,Tấm nguội,(c) Khuôn kênh dẫn nhựa nóng,Tấm nóng;Kênh dẫn nhựa vẫn nóng chảy,"
Vòi phun
- Vòi phun đóng mở để tránh rò rĩ nhựa nóng chảy

- Vòi phun ngắt dạng trượt, Vòi phun ngắt dạng kim
Xi lanh gia nhiệt (Barrel)
Nung nóng nhựa và duy trì ở nhiệt độ mong muốn.
Lắp nhiều cảm biến nhiệt độ (Thermocouple) và Băng gia nhiệt (Band Heater ) để điều chỉnh nhiệt độ.
Băng gia nhiệt (Band Heater)

Dải nhiệt điện trở làm bằng dây crôm niken chuyển đổi điện năng thành
nhiệt năng để gia nhiệt "Ống xifong,Băng gia nhiệt,Trục vít"
Trục vít(screw)
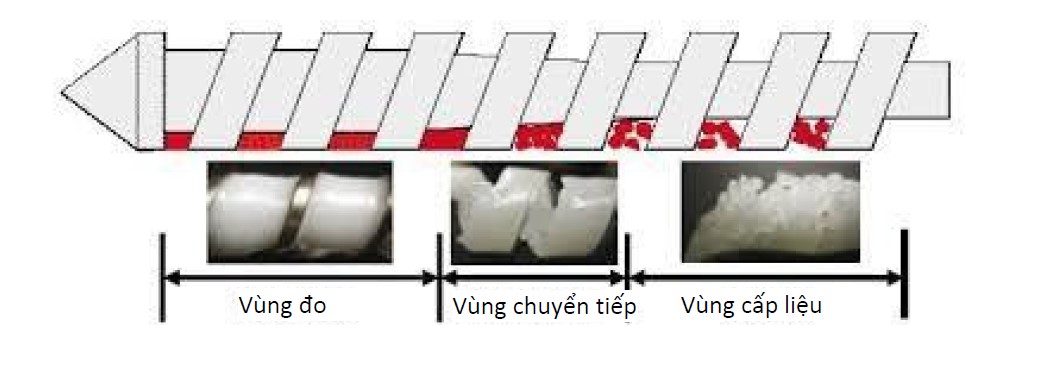
• Vùng cấp liệu (Feed Zone): Đường kính trục vít nhỏ hơn các bộ phận khác. Giúp vừa gia nhiệt vật liệu được nạp bằng phễu, vừa đưa đến vùng nén.
• Vùng nén(Compression Zone/Transition Zone): Đường kính trong trục vít tăng dần.
Nhựa nằm trong khe hở nhỏ giữa đầu lưỡi trục vít và xi lanh gia nhiệt bị nóng chảy và
nén lại dưới tác dụng của nhiệt ma sát truyền đến theo chuyển động quay của trục vít rồi
được đưa đến vùng đo.
• Vùng đo (Metering Zone): Làm nóng chảy hoàn toàn nhựa đi qua vùng nén. Nhựa
nóng chảy đi qua vùng này duy trì phân bố nhiệt độ và mật độ đồng đều.
"Vùng đo, Vùng chuyển tiếp, Vùng cấp liệu"
•Hình dạng của trục vít
Tỷ số nén của trục vít: Có nghĩa là giá trị thu được bằng cách chia độ sâu vùng cấp liệu (Feed Depth) cho độ sâu của vùng đo (Compression Depth) và thường có giá trị từ 2.0 đến3.0.
L/D của trục vít: Có nghĩa là giá trị thu được bằng cách chia độ dài trục vít (Flight
Length) cho đường kính ngoài (Outside Diameter).
Hình dạng, tỷ số nén và góc xoắn của trục vít là những yếu tố rất quan trọng quyết định đặc tính dòng chảy của vật liệu.
• Chất liệu của trục vít
Trục vít phải duy trì độ bền cứng đủ để chịu ứng suất xoắn (Twist Stress) trong quá
trình quay và ứng suất nén trong quá trình ép phun, đồng thời có khả năng chống mài
mòn và chống ăn mòn vượt trội.
Thép crommolypden (Cr-Mo), thép cacbon cao được mạ bằng crom cứng (Cr) hoặc
niken không điện (Ni), và thép nitrit hóa được sử dụng rộng rãi.
Cấu tạo máy ép phun - Phần ép phun
Đầu trục vít (Screw Head)
Phần phía trước của trục vít
Cần có thiết bị ngăn chảy ngược để ngăn chặn dòng chảy ngược của nhựa nóng
chảy trong quá trình ép phun
Đầu trục vít chống chảy ngược (Non-return Flow Screw Head)
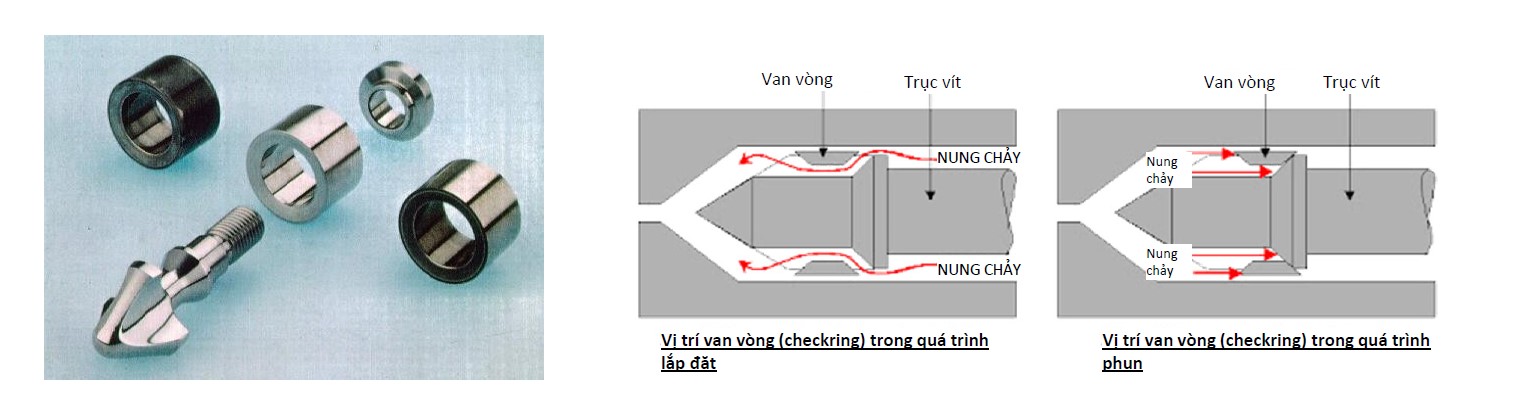
Đầu trục vít có chức năng cho phép phun nóng chảy di chuyển từ phía sau của ra
phía trước trục vít (công đoạn đo), nhưng ngăn không cho nó di chuyển theo hướng
ngược lại (công đoạn ép phun).
Sử dụng rộng rãi loại vòng và loại bi chống chảy ngược
"Van vòng Trục vít Van vòng Trục vít,Nung chảy,Vị trí van vòng (checkring) trong quá trình lắp đặt,Vị trí van vòng (checkring) trong quá trình phun."
Đầu trục vít chống chảy ngược (Non-return Flow Screw Head)
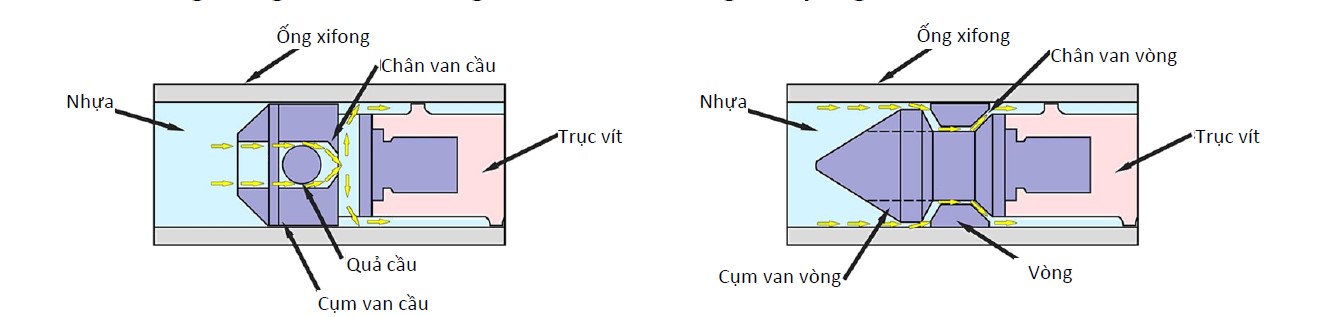
Sử dụng rộng rãi loại vòng và loại bi chống chảy ngược
Đầu trục vít thẳng (Straight Screw Head)
Được sử dụng để ép phun nhựa (ví dụ: PVC) để tránh hiện tượng tắc nhựa nóng chảy
Sau khi ép phun, khe hở với đầu xi lanh phải rất nhỏ để giảm tối đa nhựa dư bên trong vòi phun. "Cụm van cầu,Quả cầu,Trục vít,Cụm van vòng, Vòng,Trục vít,Chân van cầu, Ống xifong, Chân van vòng"
Tấm ép (Platen)
Hỗ trợ cho tấm ép của phía cố định và phía đẩy của khuôn, giúp phân bố đều lực kẹp trên tấm ép của khuôn
Thanh nối (Tie-bar)

Hỗ trợ cho tấm ép phía đẩy của máy ép phun và dẫn hướng chuyển động.
Là một trụ đỡ lực kẹp và được cấu tạo bởi 4 trụ nằm ở trên/ dưới/trái/phải.
"Thanh nối Tấm cố định,Tấm bộ điều hợp lõi khuôn, Tấm bộ điều hợp lòng khuôn
Tấm di động"
Kẹp khuôn(clamping)
Đóng khuôn bằng một lực mạnh để ngăn khuôn không bị mở ra trong khi ép phun
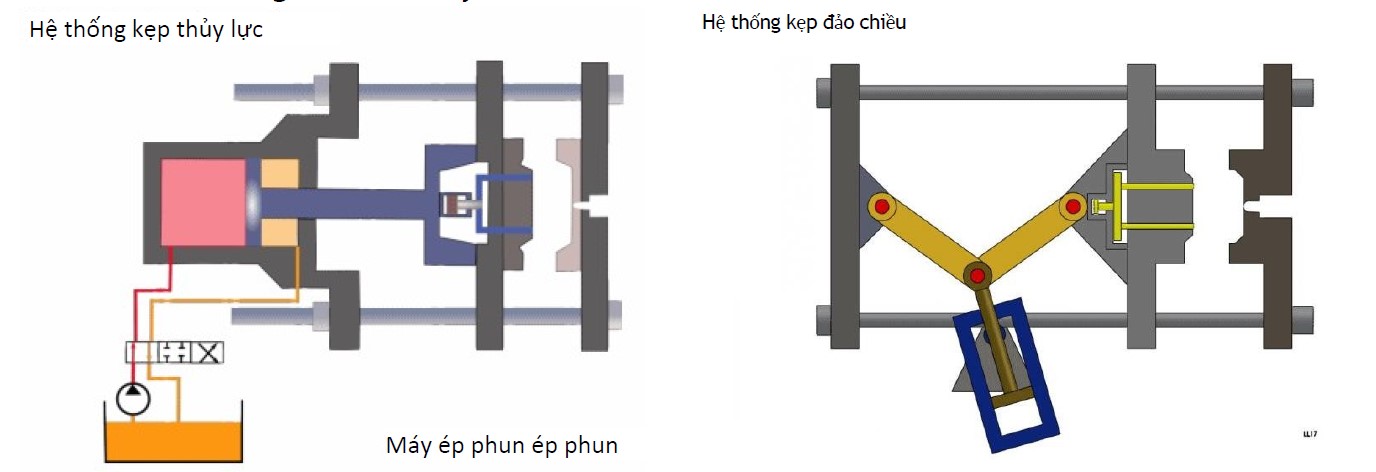
Phân loại kẹp khuôn
Kiểu thủy lực (Hydraulic clamp): Phương pháp kẹp trong đó tấm kẹp di động được nối trực tiếp với thanh ram trong xi lanh thủy lực để kẹp chặt khuôn trực tiếp bằng áp suất của chất lỏng.
Kiểu bản lề (Toggle clamp): Phương pháp kẹp sử dụng đòn đẩy để làm tăng lực
sinh ra bên trong xi lanh thủy lực."Hệ thống kẹp thủy lực, Hệ thống kẹp đảo chiều,Máy ép phun ép phun"
Ưu nhược điểm của kẹp khuôn kiểu thủy lực
- Lực kẹp được truyền đều đến toàn bộ khuôn
- Bảo vệ khuôn nhờ được kiểm soát thông qua áp suất khi kẹp khuôn
- Có giá thành cao hơn so với kiểu bản lề.
- Tiêu tốn năng lượng cao do phải sử dụng bơm thủy lực công suất lớn ngay cả khi đóng khuôn tiêu hao ít lực.
Ưu nhược điểm của kẹp khuôn kiểu bản lề
- Rút ngắn được thời gian chu kỳ được rút ngắn do đóng mở khuôn nhanh
- Tiết kiệm năng lượng do có xi lanh thủy lực loại công suất nhỏ
- Cải thiện nhiều hơn vấn đề khuôn không được phân bố lực đều dẫn đến chỉ ép theo
từng phần nhờ bản lề kép .
- Không biết được chính xác lực kẹp do phát sinh lực kẹp sinh ra bởi lực cơ học
- Khi hoạt động liên tục, cánh tay đòn mở rộng hơn so với khoảng cách cài đặt khi ép phun ban đầu do nhiệt được truyền từ khuôn, gây ra lực kẹp quá mức, nên thường xuyên phải cài đặt lại với đai ốc điều chỉnh khoảng cách bằng với mức giãn dài của tay đòn.
Kẹp thủy lực-cơ khí
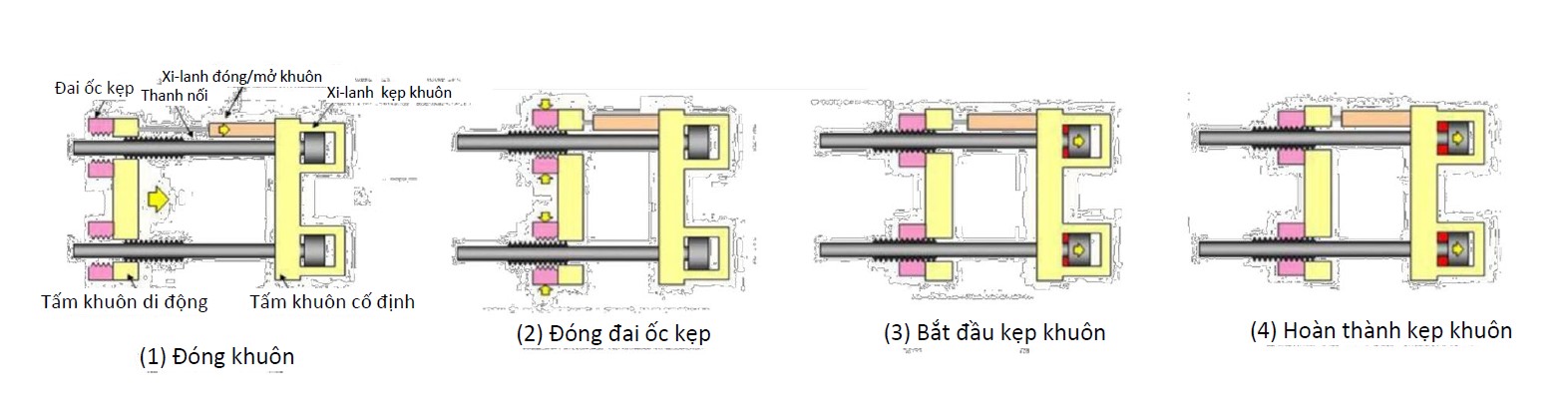
- Được thiết kế để điều chỉnh một cách chính xác lực kẹp – là ưu điểm của kiểu thủy lực và tính năng tiết kiệm năng lượng , đóng và mở khuôn nhanh chóng – là ưu điểm của kiểu bản lề.
- Khi đóng mở khuôn, sử dụng bơm thuỷ lực công suất nhỏ - tốc độ cao - độ chính xác cao.
- Sử dụng bơm thủy lực công suất lớn khi kẹp khuôn
- Nhược điểm là giá thành cao
"(2) Đóng đai ốc kẹp,(1) Đóng khuôn,(3) Bắt đầu kẹp khuôn, (4) Hoàn thành kẹp khuôn, Tấm khuôn di động, Tấm khuôn cố định,Đai ốc kẹp, Thanh nối,Xi-lanh đóng/mở khuôn,
Xi-lanh kẹp khuôn,"
Kẹp thủy lực
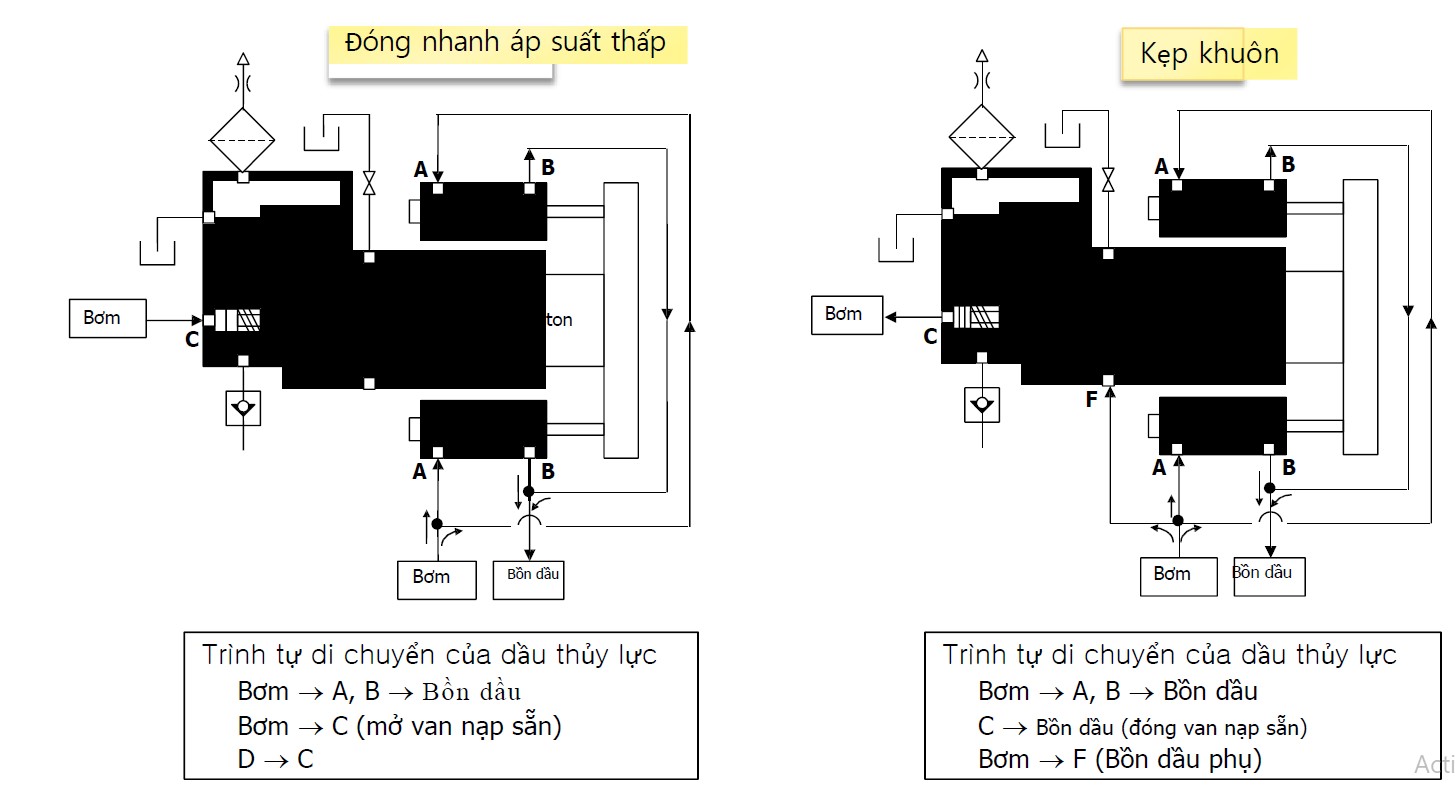
Trình tự di chuyển của dầu thủy lực,Bơm, Bồn dầu,Bồn dầu (đóng van nạp sẵn),Bơm, (Bồn dầu phụ)Trình tự di chuyển của dầu thủy lực,Bơm Bồn dầu
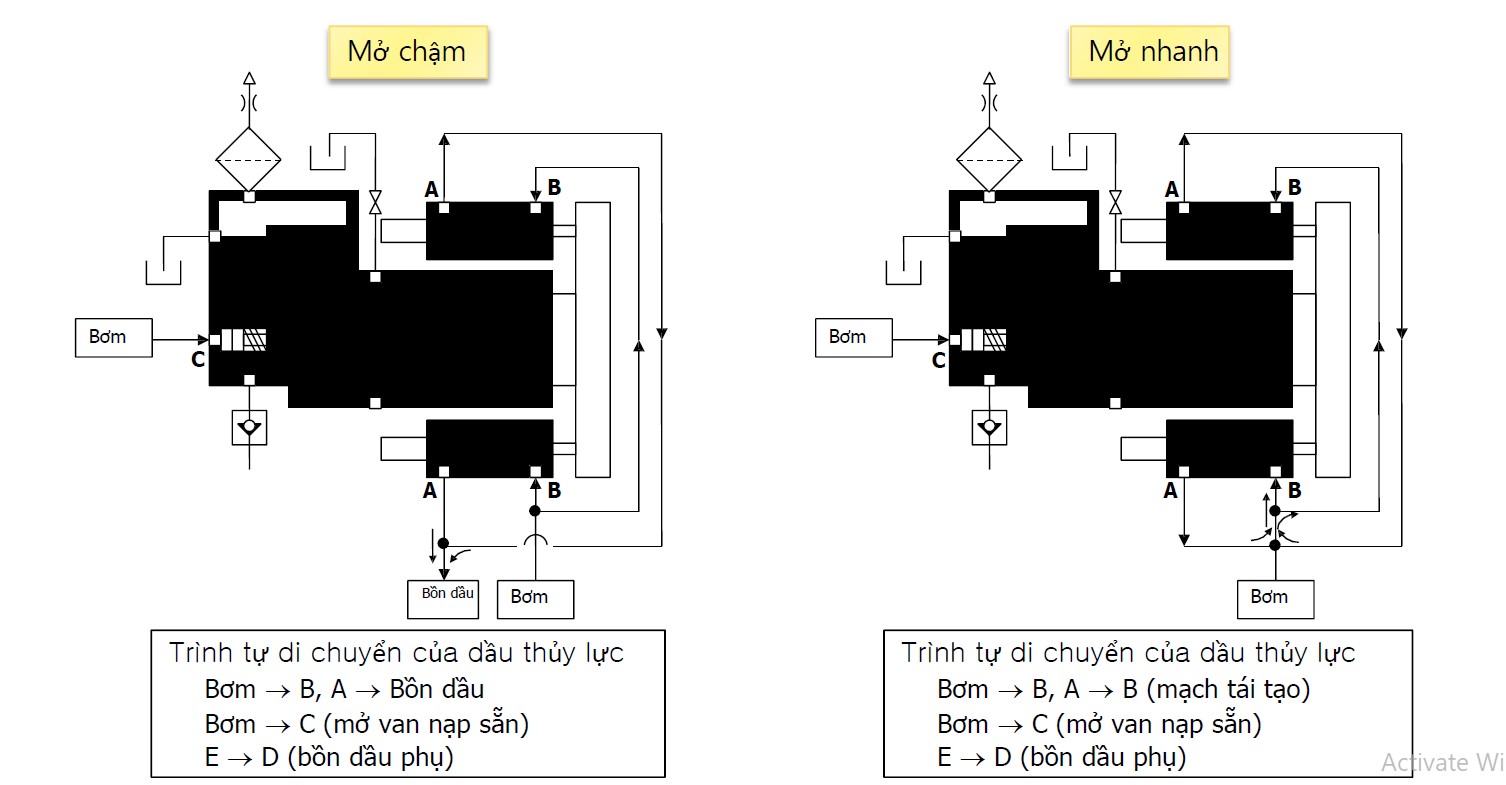
Bơm (mở van nạp sẵn),Bơm Bồn dầu Bơm Bồn dầu,Bơm Bơm,Đóng nhanh áp suất thấp Kẹp khuôn,Trình tự di chuyển của dầu thủy lực,Bơm B, A B (mạch tái tạo),
Bơm C (mở van nạp sẵn),E D (bồn dầu phụ),Trình tự di chuyển của dầu thủy lực
Bơm B, A Bồn dầu,Bơm C (mở van nạp sẵn),E D (bồn dầu phụ)
Mong rằng bài viết Cấu tạo máy ép phun - Phần Khuôn ép phun của Cơ khí HTH có thể cung cấp được những thông tin hữu ích cho các bạn. Hãy xem thêm nhiều thông tin cực kỳ bổ ích khác cũng như các sản phẩm cơ khí, dịch vụ có liên quan đến ngành cơ khí, đừng ngại ngần mà hãy gọi ngay vào số điện thoại của Cơ khí HTH 0911988488 hoặc nhấn ngay vào website của chúng tôi: https://cokhihth.com.vn/.







21/08/2023
Cấu Tạo Chi Tiết Bộ Dẫn Hướng MYAP - MYP
![[Review] Địa Chỉ Cung Cấp Linh Kiện Khuôn Dập UY TÍN](http://bizweb.dktcdn.net/thumb/small/100/456/510/articles/bo-dan-huong-myap.jpg?v=1692429380637 "[Review] Địa Chỉ Cung Cấp Linh Kiện Khuôn Dập UY TÍN")

18/08/2023
Có Hay Không Cam Kẹp Ngang Giá 5k?



15/08/2023
Bí Quyết Chọn Cam Kẹp Ngang Chính Hãng 100%


14/08/2023
Cấu Tạo Cam Kẹp Đứng Bạn Cần Biết?

14/08/2023
Chia Sẻ Nguyên Lý Hoạt Động Của Cam Kẹp Đứng

11/08/2023
+4 Cách Chọn Mua Linh Kiện Khuôn Dập Giá Rẻ



10/08/2023
Cam Kẹp Đứng Và Những Ứng Dụng Cần Biết?

03/08/2023
+3 Ưu Điểm Nổi Bật Khi Sử Dụng Cam Kẹp Ngang

03/08/2023
Lợi Ích Khi Sử Dụng Cam Kẹp Chốt


09/01/2023
Nguyên lý cắt dây EDM

13/12/2022
Làm thế nào để đánh bóng khuôn ép nhựa?






26/11/2022



